南宁市正臻木工之家经营部
Nanning Zhengzhen Woodworking Home Business Department
全国咨询热线:
0771-3939-177
全国咨询热线:
0771-3939-177

手机号:18107717070
QQ邮箱:2657921101@qq.com
座机电话:07713939177
网址:www.hh0771.com
地址:南宁市西乡塘区安津路1号安津五金机电市场南区1号

2、磨削时工件要拿牢,同时人要站在设备的侧面工作,尽量避开砂带旋转面。3、磨削时工件应夹紧抓牢,质量好开料机工件应慢慢接触砂纸。不能速度太快或用力太猛,应均匀磨削。4、砂纸安装时需加紧牢固,磨削物体时必须用钳子夹住,不可用手直接着磨。5、不能在较大震动的轮盘上工作。6、砂机使用过后,应立即关闭电源。怎样确定砂带机的质量呢?那要分析一下砂带机质量问题的所在,大体有如下几点:1、开料机价格震动问题:有些砂带机挂上砂带,开动机器后,机器震动很 大,不固定的话会“到处乱跑”。
但是对于狭长表面(如导轨、长槽等)的加工,以及在龙门刨床上进行多件或多刀加工时,刨削的生产率可能高于铣削。刨削的精度可达IT9~IT8,表面粗糙度Ra值为3.2μm~1.6 μm。当采用开料机价格宽刃精刨时,即在龙门刨床上用宽刃细刨刀以很低的切削速度、大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因质量好开料机切削力小,切削热少和变形小,所以,零件的表面粗糙度Ra值可达1.6μm~0.4 μm,直线度可达0.02mm/m。宽刃细刨可以代替刮研,这是一种先进、有效的精加工平面方法。

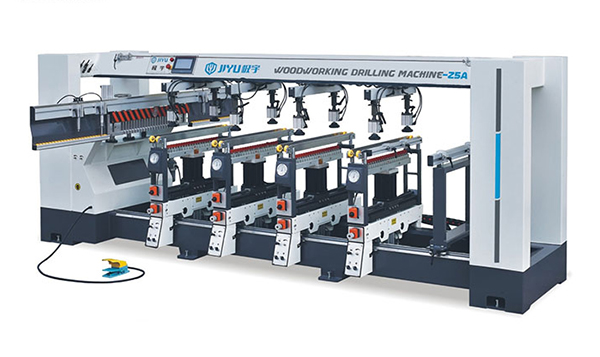
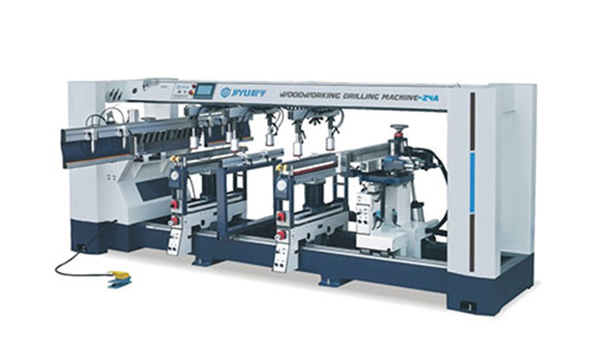
智能工厂整厂方案规划——组合灵活、工艺多变,打造符合客户整厂需求的自动化生产模式。数控五面钻和六面钻主要是用解决板式家具质量好开料机生产中孔位工艺的,目前能够解加工件孔位的开料机价格设备很多,比如传统多排钻,数控五面钻,数控六面钻,PTP单臂。现在用数控设备做定制板式都用数控排钻设备,常用的就是数控五面钻和六面钻,都是需要扫标签打孔的,五面钻是机器装夹一次加工件直接打出板件的正面孔和四个侧孔孔,剩余的背面孔需要手动翻版加工,故称五面钻。六面钻是指机器装夹一次加工件,一次可以完成加工件正反面和四个侧孔所有孔位的加工,故称作六面钻。
质量好开料机滑枕带着刨刀,作直线往复运动的刨床,因滑枕前端的刀架形似牛头故又名牛头刨床。刨床主要用于单件小批生产中刨削中小型工件上的平面、成形面和沟槽。中小型牛头刨床的主运动,大多采用曲柄摇杆机构(见曲柄滑块机构)传动,故滑枕的移动速度是不均匀的。大型牛头刨床多采用液压传动,滑枕基本上是匀速运动。开料机价格滑枕的返回行程速度大于工作行程速度。由于采用单刃刨刀加工,且在滑枕回程时不切削,牛头刨床的生产率较低。机床的主参数是大刨削长度。
砂带机可分为台式砂带机,立式砂带机,手推式砂带机,除尘砂带机等几类。砂带机,一种工作仪器,包括砂带、容纳砂带的砂带壳体、电机、容纳电机的电机壳体、手柄、主动轮、从动轮以及连接所述电机与主动轮的传动装置。以上所述平南开料机单元体可以绕其砂带轴线转动,便于砂带机位于舒适的操作位置,可减少操作者长时间工作的疲劳感。质量好开料机安全操作:1、开动砂机前首先检查轮盘、皮带罩壳是否齐全牢固,砂纸是否有破损。检查后方可开启,待速度稳定后才能使用。
(6)锯末和废料贮槽应安放在厂房外。凡噪声级超过国家标准规定时,应在建筑、布局上采取降噪措施。1、平南开料机高度达6m的大厂房内应安装吸声材料的天花板(矿渣棉吸声板)。又高又长的厂房,如宽度小于高度,则两旁墙上亦应安装吸声板。2、质量好开料机厂房高度超过6m时。在靠近木工机床的上方安装吸声的吊顶天花板。3、如果厂房内装木工机床的噪声级很高,而又允许进行远距离操作时,操作人员可在隔音室内工作。4、根据木工机床的不同噪声强度。适当布置各个设备,也能达到降低噪声级的目的。噪声大的设备如刨床、圆锯、带锯应与其他设备分开布置。


 座机电话:07713939177
座机电话:07713939177 手机号码:18107717070
手机号码:18107717070 公司邮箱:2657921101@qq.com
公司邮箱:2657921101@qq.com 公司地址:南宁市西乡塘区安津路1号安津五金
公司地址:南宁市西乡塘区安津路1号安津五金